470's mechanical lubricator has a bronze steam manifold with four loops to heat the lubricating oil. One of the loops had a split from freeze damage, another had minor swelling from freezing. So, it went to Bob’s shop for repairs.
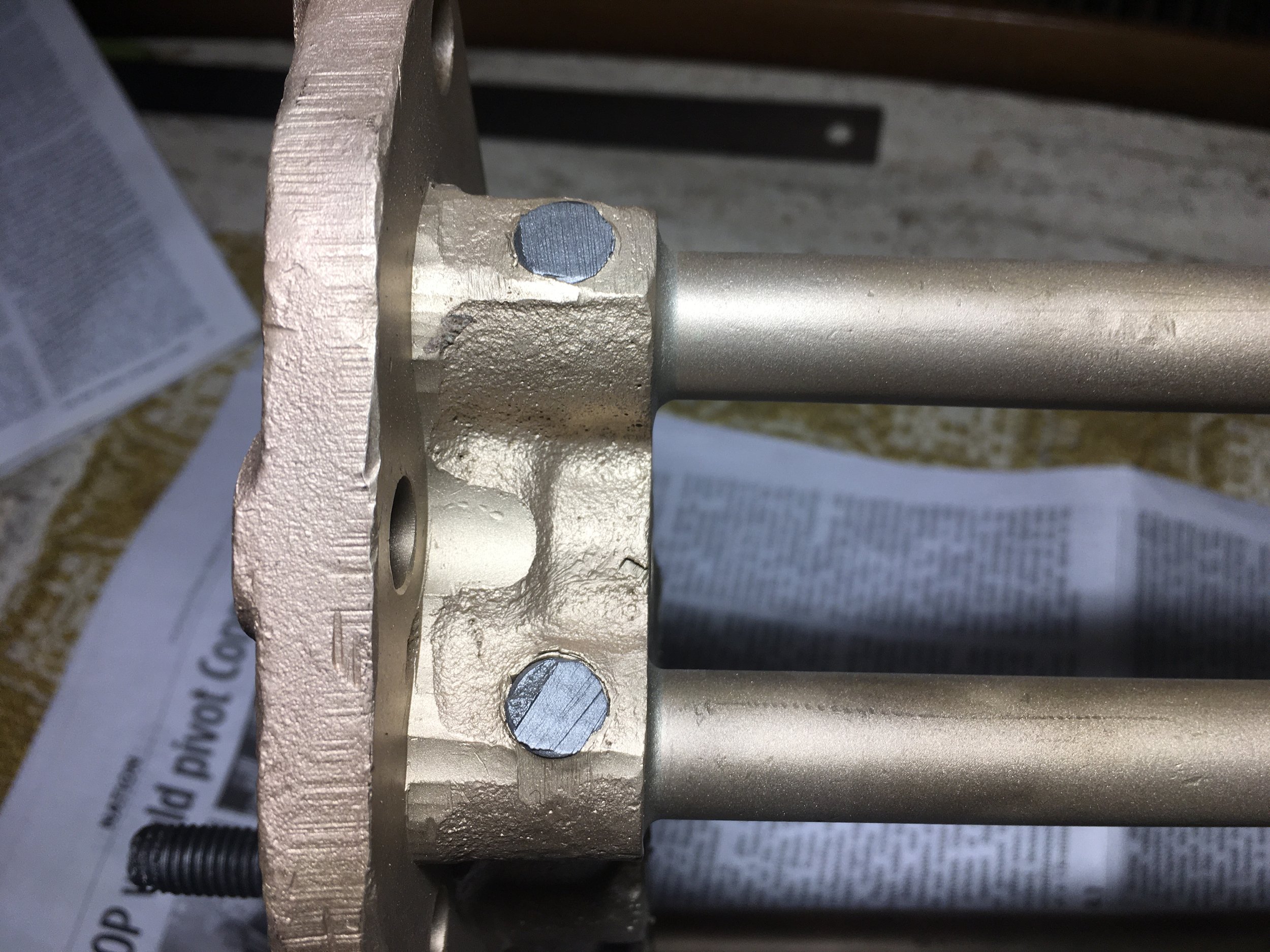
Both of these loops were removed and the unit glass bead blasted. This revealed that there are two plugs that seal the manifold passages. These plugs are where the drill entered the casting to make the passages that interconnect the steam loops. The 1/8” NPT plugs had been cut off flush.
Closer inspection revealed a problem…. Apparently in the distant past these plugs had been drilled out and replaced. When the drilling was performed, that back portion of the plug broke off and traveled deep into the passage. You can see it lodged in the hole feeding a loop. Completely blocked off. Decided the best course of action was to remove all the tubes, the plugs, re-drill the passages and ensure all was clear. Sure enough, the other plug had done the same thing elsewhere. Little to no steam could flow.


So, the bare manifold was fixtured up on the Bridgeport and an endmill was used to machine out the pipe plugs. Followed by a long shank drill to remove the blockages in the passageways. The pipe threads were chased out and new flush hex head pipe plugs fitted.
With that finished, Bob moved onward to a new setup to machine the ring grooves for the steam loops. These needed to be clean and provide a loose fit for each of the four tubes. You need clearance for the hard silver solder to completely flow throughout the joint. A Volstro Rotary Spindle attachment was used. This orbits an offset spindle via the quill feed gearbox. A .100” diameter two flute endmill was used to cut the rings. Picked up the centers of each boss. Digital readouts made short work of locating the rotary spindle at each station. All the bosses were machined to fit the steam loops. Check out a video here!






The tube split was cleaned and widened with a Dremel tool and burr. The crack was chased back, and the tube gently squeezed back somewhat. The surface was prepped for hard silver soldering, using 65% silver, by being pickled to chemically clean, fluxed, solder pre-placed. Bob brought to tube temp on a small hearth with propane. The solder flowed nicely, repairing the damage.





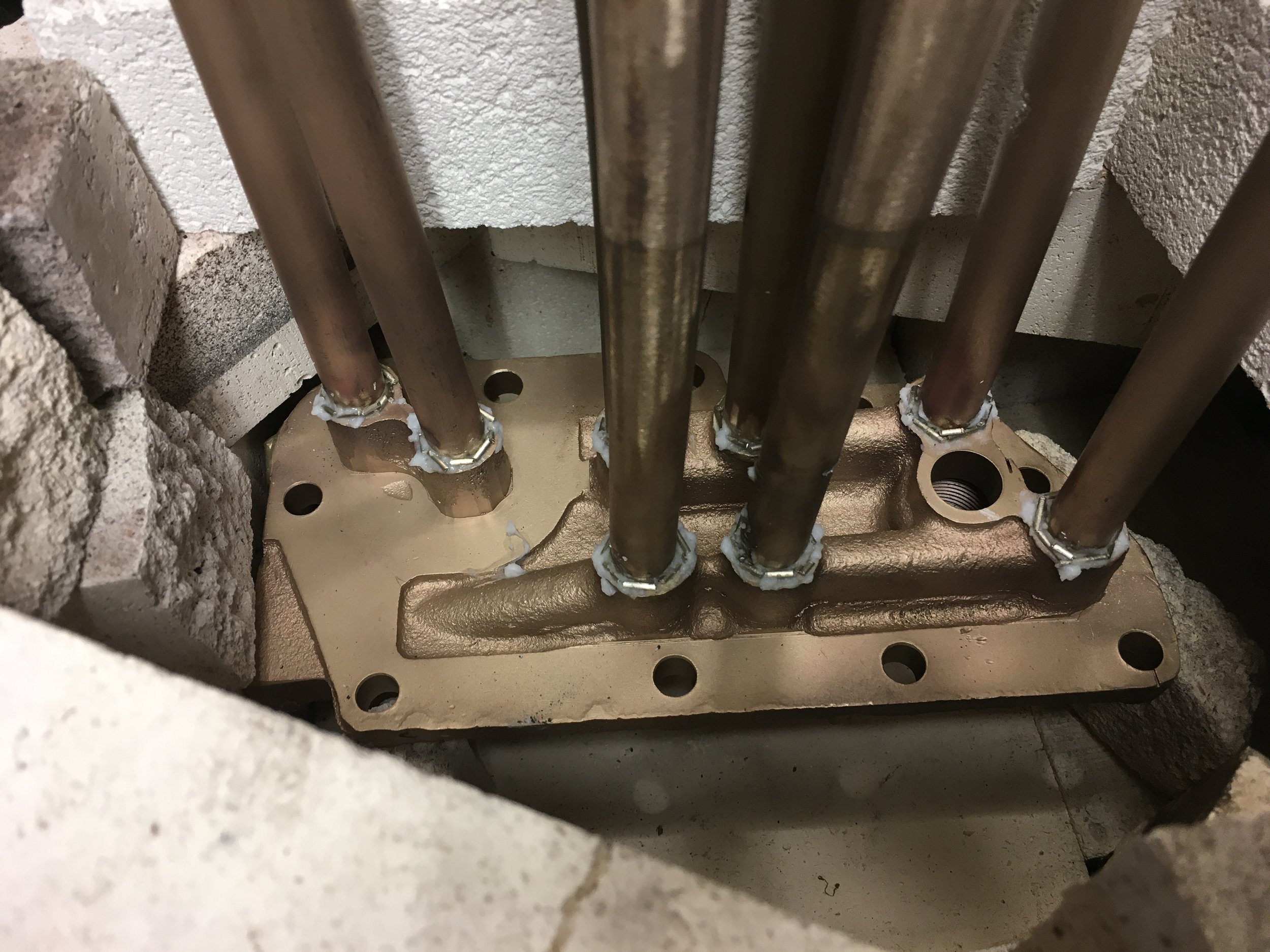
The manifold and steam loops were pre-staged in position, fluxed and silver bits around each joint. A hearth was built about it and two propane heads positioned to primarily heat the base. A third torch was on hand to encourage areas in need of more heat. All joints were done at the same time. Additional silver was added as required. Metal clip clamps and sheet metal strips were used to steady the loops.
After letting slowly cool, flux was removed, unit was glass beaded and the tubes inspected. All the joints had flowed out well and nicely filleted. The loops were then pressurized with air and Bob used soapy water to check for pinhole leaks.
The manifold is now ready to be re-installed into the lubricator!